Why Band Saw Blades Keep Breaking
Band saw blades have gotten complicated with all the conflicting advice flying around. Tension problems, bad tracking, wrong TPI — everyone has a theory. Today, I’ll share everything I’ve learned, including the stuff I figured out only after ruining a embarrassing number of Starrett blades in a single afternoon.
Here’s the short version: a blade breaks for one of three reasons. Metal fatigue from wrong tension. Mechanical stress from misaligned wheels. Operator error — feeding too hard, turning too tight, or running the wrong blade entirely. Most people skip straight to Amazon and order a replacement. Don’t make my mistake. Figure out which category you’re dealing with first.
Check Your Blade Tension Before Anything Else
Tension is where I always start now. It wasn’t always. I burned through three blades on my 14-inch Jet saw before I realized I’d cranked the tension knob way past where it needed to be. That was an expensive afternoon.
There are two ways tension kills a blade. Overtensioned blades crack at the weld — that’s the seam joining both ends of the band — because the metal micro-fractures every time it flexes around the wheels. Undertensioned blades don’t snap immediately, which is almost worse. They flutter. Flutter causes work hardening. Work hardening causes fatigue. Eventually something gives, usually at a gullet rather than the weld, and it goes without warning.
Your saw probably has a tension scale printed on the frame. Ignore it. I’m apparently the kind of person who learned this the hard way, and that scale measures spring compression — not actual blade tension — and it lies constantly. Use the deflection method instead. Motor off, blade installed. Press sideways on the blade midway between the wheels with roughly 2 pounds of thumb pressure. Target deflection: about a quarter inch. Half an inch or more means it’s too loose. Barely moves at all means it’s too tight.
Do this check cold, before any cutting. Heat stretches the blade and tightens things up fast. I’ve watched my tension dial effectively shift another half-turn after 15 minutes resawing oak. That’s when blades snap — mid-cut, no warning, loud as a gunshot.
Wheel Alignment and Blade Tracking Problems
So, without further ado, let’s talk tracking — the second thing to check, and the one most people skip entirely.
But what is tracking, exactly? In essence, it’s where on the wheel’s tire surface the blade actually rides. But it’s much more than that. A blade running too far forward or backward concentrates stress at the spine or the gullets rather than distributing it evenly. No tension adjustment in the world fixes that.
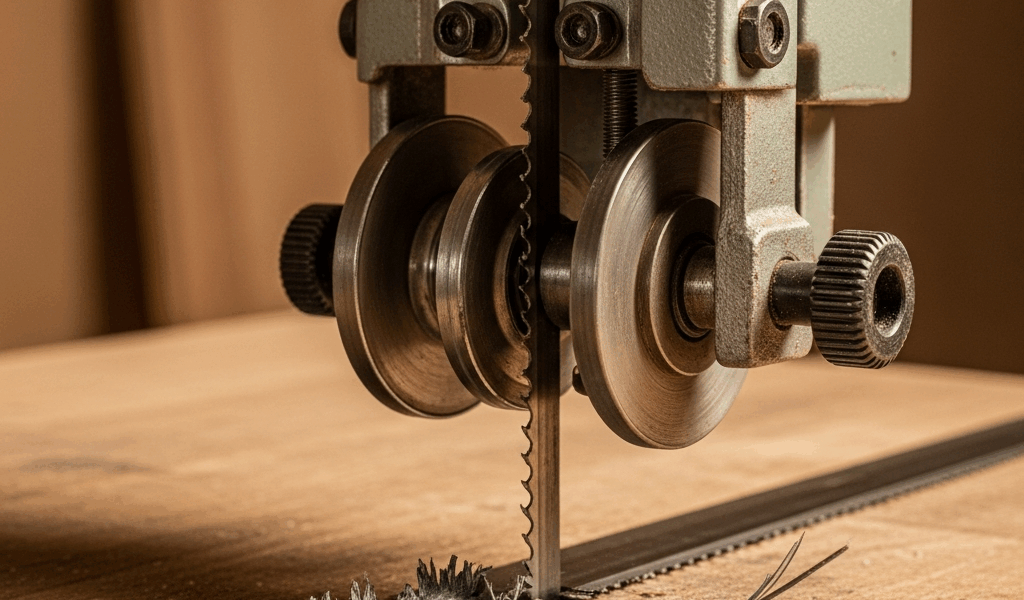
Open the upper wheel guard. Spin the wheels slowly by hand. Watch the blade. A correctly tracked blade sits centered on both tires — not creeping toward the front flange, not drifting off the back. If it’s wandering, find the tracking bolts on the back of the upper wheel housing and adjust them a quarter-turn at a time. Spin again. Watch again. Move slowly here — it’s easier to overshoot than people expect.
A properly tracked blade looks calm. Settled. A misaligned one looks restless, like it’s trying to escape. That visual is worth more than any technical description I could write.
While you’re in there, check the tires themselves. Saw tires go flat, crack, and harden with age — especially on machines that have been sitting in a garage for a decade. Flat or cracked tires mean uneven blade seating, which wrecks tracking and accelerates failure. I replaced the tires on a 20-year-old Delta 28-150 — about $60 for the pair — and every blade I ran through it afterward lasted dramatically longer. Should’ve done it years earlier, honestly.
Feed Rate and Blade Selection Are Often the Real Culprit
Probably should have opened with this section, honestly.
Feeding too hard is the number one reason beginners break blades. It gets misread as a blade defect constantly. What actually happens: forcing the cut sends shock loads through the teeth faster than chips can clear. The blade flexes backward. Material binds. Stress spikes somewhere — the weld, a random tooth, doesn’t matter. Do that 20 times and something cracks. The fix feels wrong at first: slow down. Let the blade do the work. Feed pressure should feel almost effortless. If you’re leaning into it, you’re already too fast.
Blade selection makes this worse. While you won’t need an engineering degree to pick the right blade, you will need a basic handle on TPI — teeth per inch. Too few teeth for your material burns them out and overheats the steel. Too many teeth clogs the gullets with chips, stalls the cut, and overloads the blade structurally. Here’s what actually works:
- Resawing thick hardwood (over 4 inches): 2–3 TPI — large gullets, aggressive chip clearance
- General cutting, 2–4 inch stock: 4–6 TPI — balanced for most shop work
- Curves and detail cuts: 6–10 TPI — narrow blade, fine control
- Thin metal or aluminum: 14–32 TPI — keeps multiple teeth in contact at all times
I’m apparently a 4 TPI person for most hardwood work, and that spec works for me while 6 TPI never does when I’m pushing anything over 2 inches thick. Most broken blades I’ve seen came from exactly that mismatch — 6 TPI through heavy stock when 4 TPI would’ve cut faster with zero drama.
When to Suspect a Defective Blade or a Deeper Saw Problem
Tension checked. Tracking confirmed. TPI matched. Feed rate dialed back. Blade still snapping after a few cuts. At that point, look at the blade itself before blaming anything else.
Cheap blades fail at the weld — that’s almost always the tell. Pull the blade under bright light and look at the seam. It should be smooth, uniform, consistent color throughout. Visible dips, discoloration, or anything that looks like a scar means the weld is suspect. I’ve unboxed $15 blades with welds that looked like someone had a bad day at the factory. First cut. Gone. Brands that hold up: Starrett, M.K. Morse, Lenox. Store-brand blades from discount sites frequently skip the tempering process that makes welds resilient under flex stress. You’ll pay for that skip eventually — usually mid-cut.
If the blade looks solid and still breaks, the problem is the saw. Worn tires cause tracking drift. Warped or cracked wheels introduce rhythmic runout that stresses the blade at the same point every revolution. A bent frame pulls the wheels out of parallel in ways you can’t see without careful measurement. These are machine problems — no blade survives them for long.
Here’s the diagnostic sequence, start to finish. First, tension — use the deflection method, 2 pounds of pressure, quarter-inch target. Second, tracking — spin the wheels by hand, watch the blade settle, adjust the tracking bolts a quarter-turn at a time if needed. Third, tire condition — if they’re hard, shiny, or cracked, replace them. $40 to $80 for most machines. Fourth, blade selection — match TPI to material thickness and cut type. Fifth, feed rate — slow down more than feels natural. If you’ve run through all five and the blade still dies, look at the weld under light. And if the weld looks fine, start looking at the saw itself.
That’s what makes band saw troubleshooting endearing to us woodworkers — it’s methodical when you let it be. Work the list. The answer is almost always in there somewhere.



Stay in the loop
Get the latest master wood crafters updates delivered to your inbox.